
نحوه اپراتوری و تنظیمات دستگاه تراش cnc: اپراتوری و تنظیمات مربوط به دستگاه های سی ان سی به تخصص و علم فنی بالا نیاز دارد و در یک مطلب یا دو مطالب نمی توان تمام آن را بیان نمود، اما در اینجا بحثی کلی در این زمینه به شما ارائه می شود.
الف) معرفی پانل کنترل مربوط به دستگاه cnc تراش
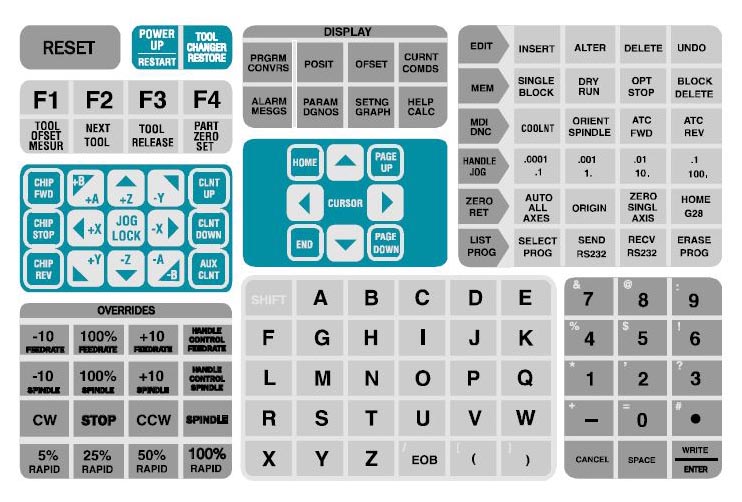
پانل کنترلی دستگاه cnc به عنوان یکی از اجزاء مهم در دستگاه سی ان سی محسوب می شود و در واقع واسطی بین کاربر و دستگاه می باشد و با استفاده از آن می توان فرمان های لازم را به دستگاه اعمال نمود که در ادامه برخی از قابلیت ها و اجزاء آن را ذکر خواهیم کرد.
1- مانیتور: که بر روی این صفحه می توان برنامه نوشته شده و روند کار را مشاهده کرد ( TOOL OFFSET، ZOREOFFSET و….. )
2- مجموعه کلید های فرمانی: این کلید ها شامل کلیه اعداد، حروف ، وارد کردن، حذف کردن ، جایگزین کردن و… است که از آن جهت وارد کردن برنامه و یا اصلاح کدها و فرمان های برنامه می توان استفاده کرد.
3- مدهای کاری: در دستگاه سی ان سی تعدادی مد کاری وجود دارد که بدین شرح می باشد
3- الف) برنامه نویسی (EDIT) : در این مد کاری برنامه کاری جهت پیاده سازی بر روی قطعه نوشته شده و در دستگاه ذخیره می گردد و چنانچه برنامه ای که قبلا نوشته شده باشد نیاز به اصلاح داشته باشید در این مد می توان اصلاحیات را پیاده سازی نمود.
در این حالت این نکته را در نظر داشته باشید که برنامه های نوشته شده بر طبق 4 عدد سمت راست شماره نقشه نام گذاری می گردد و جهت سهولت در شناسایی برنامه و بارگذاری مجدد برنامه در جلو این اعداد نام قطعه نوشته شده است.
3- ب) مد اجرای برنامه ( Automatic ( AUTO : در این مد کاری برنامه بر طبق روال عادی و مطابق با کد های نوشته شده اجرا می شود و قطعه کار ماشین کاری می شود.
3- پ) مد برنامه نویسی خطی (MDI): در این مد کاری برنامه نویسی به صورت محدود شده انجام می شود و برنامه پس از یکبار اجرا شدن پاک می گردد
3- ت) مد ریفرنس (HOME): هنگام کار با دستگاه ممکن است دستگاه در هر موقعیتی قرار داشته باشد لذا نیاز به این است که یک نقطه مرجع برای دستگاه تعریف شود تا دستگاه پس از روشن شدن به نقطه مورد نظر برود و سپس بتواند موقعیت خود را شناسایی کند.
3- ث) مد حالت دستی (MANUAL): در این مد کاری همان طور که از نامش مشخص است میتوان دستگاه را به صورت دستی در امتداد محور ها حرکت داد و یا می توان محور اصلی را دوران داد. از این مد بیشتر جهت تنظیم Zero Offset, Tool Offse و ماشین کاری محدود دستی استفاده می شود
4- انتخاب کارکرد (OPERAT ION SELECT)
4- الف) SIAGLE BLOCK در صورت انتخاب این حالت برنامه به صورت خط به خط یا در اصطلاح سینگل بلوک اجرا می گردد. در این حالت لازم است که پس از هر بار اجرای هر خط از برنامه مجددا CYCLE START فشار دهیم
4- ب) پرش بلوک (BLOCK SKIP) گاهی اوقات نیاز است که خط یا خطوطی از برنامه اجرا نشود در این حالت می توان در جلو خطوط مورد نظر یک اِسلش (/) قرار دهیم و سپس با تحریک کردن این کلید مشاهده می کنیم که برنامه به طور خودکار خط مورد نظر را اجرا نمی کند
4- پ) توقف اختیاری (OPTION STOP): چنانچه نیاز باشد که در بخشی از برنامه ، اجرای کار متوقف گردد می توان از گزینه ۰۱M استفاده نمود، در این حالت با رسیدن برنامه به این قسمت اجرای کار متوقف می شود و جهت اجرای مجدد نیاز است تا کلید CYCLE START فشار دهیم. توجه داشته باشید چنانچه این کلید فعال نباشد برنامه متوقف نمی گردد
4- ت) DRY RUN: در صورت تحریک کردن این کلید برنامه با سرعت اجرا می گردد
4- ث) مد MACHIN LOCK: در این مد کاری در هنگام اجرای برنامه حرکت محورها انجام نمی شود و ثابت می باشند. در این حالت فقط تعویض ابزار و دوران محور اصلی را خواهیم داشت. از این مد بیشتر برای بررسی درستی برنامه استفاده می شود.
4- ج) مد RPD OVE) RAPID OVERRIDE ): زمانی که برنامه مورد نظر برای اولین مرتبه اجرا می گردد جهت اعمال کنترل بیشتر بر روی محور ها در هنگام نزدیک شدن به قطعه کار ا تحرک این کلید حرکت GOO با کم کردن فید کم شده و تحت کنترل در می آید.
در ادامه می توانید تصاویر کلید های انتخاب کارکرد را مشاهده نمایید.



/ نحوه اپراتوری و تنظیمات دستگاه تراش cnc /
مطالعه کنید: بررسی دقت عملکرد در دستگاه cnc

