
در این مطلب به معرفی رروش توليد قطعات سراميك صنعتي می پردازیم .
- جهت توليد قطعات سراميك صنعتي چهار روش ذيل وجود دارد:
- 1– روش ريخته گري سراميك (ريخته گري دوغابه)
- 2- شكل دهي با پرس
- 3- شكل دهي با جيگر
- 4- شكل دهي با اكسترودر
كه در ميان روش روش ريخته گري و شكل دهي با پرس به علت سرمايه گذاري پايين و تنوع در اشكال قطعات و توليد با كيفيت و ارزان پيشنهاد و تشريح آن به شرح ذيل مي باشد:
ابتدا مواد اوليه جهت توليد به صورت آماده خريداري و در سيلوي مخصوص مواد اوليه ذخيره مي گردد. در زمان توليد مواد اوليه به نسبتهاي مشخص توزين و وارد ميكسر شده و به آن آب با حجم معيني كه توسط نشانه اي مشخص مي گردد اضافه مي گردد . پس از يك ساعت فعاليت ميكسر دوغاب حاصل به بالميل منقل و در آنجا پس از 8 ساعت (بسته به سختي مواد ا وليه و نرمي مواد
لازم) عمل آسياب كامل انجام مي گيرد . سپس دوغاب از داخل بالميل بوسيله پمپ انتهايي آن به الك و ويبره منتقل مي گردد . در اينجا دوغاب قابل استفاده به زير الك منتقل مي گردد . در اينجا دوغاب قابل استفاده به زير الك منتقل مي شود و پس از آنجا به داخل بلانجر ريخته مي شود تا با سرعت مداوم و يكنواخت و آهسته چرخيده و از ته نشيني مواد جلوگيري مي شود.
- 1- شكل دهي
- شكل دهي بسته به شكل محصولات از دو فرآيند متفاوت تشكيل مي شود:
- الف- روش پرس
- اين روش جهت قطعاتي كه توپر بوده بكار ني رود . روشهاي ديگر جهت توليد اقتصا دي نمي باشد . در اين روش دوغاب تهيه شده توسط پمپ انتهايي بلانجر به اسپري داير منتقل مي گردد . دوغاب در اين دستگاه توسط پمپ به صورت پودر بوده به قسمت بالا منتقل مي گردد . دوغاب در اين دستگاه توسط پمپ به صورت پودر بوده به قسمت بالا منتقل شده و در اثر برخورد موا د اسپري شده با گرماي ناشي از سوختن مشعلهاي دستگاه خشك شده و رطوبت آن به حدود 0,2 كاهش مي يابد و در ضمن دوغاب به صورت دانه هاي كروي با قطر 0,5 الي 2 ميليمتر در مي آيد . دانه هاي كروي به لحاظ داشتن وزن حجمي ثابت و خاصيت غلطيدن دانه براي پركردن كليه قسمتهاي قالب و جلوگيري از گرد و غبار اهميت دارد . محصول به دست آمده از اسپري داير توسط يك تسمه نقاله به يك الواتر انتقال مي يابد و الواتر آنرا به داخل سيلو جهت ذخيره و مصرف منتقل مي نمايد .
در اين مرحله كنترل ميزان رطوبت از سيلو اهميت دارد، زيرا بر روي كيفيت محصول پرس شده تاثير مي گذارد. محصول ذخيره شده در سيلو ئارد مخازن پرسها مي گردد تا پرسها را تغذيه نمايد.
- ب- روش ريخته گري
- پيش از توضيح اين روش، به يكي از اركان اين روش يعني قالبسازي اشاره مي گردد.
- 2- قالبسازي
- با توجه به شكل قطعه و ابعاد آن يك مدل گچي ساخته مي شود و از روي مدل يك قالب اصلي كه چند تكه بوده و به آن قالب منفي هم گفته مي شود تهيه مي گردد . پس از آن قالب مادر ساخته مي شود كه از اين قالب براي ساخت قالبهاي كار استفاده مي گردد.
ابتدا آب در ظرف اختلاط ريخته مي شود . سپس گچ به آن اضافه مي گردد . مخلوط حاصل بايد 1 تا 3 دقيقه به حال خود گذارده شود بعد از اين مرحله دوغاب گچ و آب جهت خروج حبابهاي هواي موجود در آن جهت همگن شدن بايد به خوبي هم خورده و يكنواخت گردد . سپس مخلوط كه كمي سفت شده در داخل قالب ماده ريخته مي شود تا قالب كار تهيه گردد . بعد از شكل دهي آنرا در محلي در سالن قالبسازي قرار مي دهند تا خشك گردد . دماي هوا بايد 45 درجه سانتيگراد بوده و نسبتا مرطوب باشد.
اين روش بيشتر در مورد قطعاتي بكار مي رود كه داراي حجم بزرگ و توخالي باشد، از قبيل قيف، ظروف آزمايشگاهي، دسيكاتور . در اين روش دوغابه داخل قالب گچي ريخته مي ش ود. مقداري از آن تعليق وارد جداره قالب مي گردد، به تدريج كه آب تعليقي كاهش مي يابد يك جامد نرم به وجود آمده و شكل قالب را به خود مي گيرد . سيال باقي بيرون ريخته مي شود و سپس شكل حاصل پس از گذشت تقريبا نيم ساعت از قالب بيرون مي آيد . پيوند در اين لحظه پيوند آ ب و خاك رس است . قطعه حاصله پس از بازرسي به خشك كن باز مي گردد.
- -3 خشك كردن و پختن
- قطعات ريخته گري پس از شكل دهي به داخل محفظه خشك كن انتقال مي يابد . پس از بستن درب خشك كن هواي گرم و خشك از مجاري تعبيه شده به داخل خشك كن دميده مي شود كه اين هوا پس از گردش د ر محفظه داخلي از مجاري خروجي به بيرون رانده مي شود و طي اين جريان رطوبت محصولات گرفته مي شود . البته سرعت خشك كن بسته به ميزان رطوبت، ابعاد، جنس قطعه، سرعت و حجم هواي ورودي و محيط دارد كه سرعت بيش از حد در خشك شدن باعث ترك برداشتن قطعات مي شود . پس از خشك شدن قطعات آماده پخت مي باشد . در اين مرحله قطعات به دو دسته تقسيم مي گردند: الف) قطعات با لعاب ب) قطعات بدون لعاب
- الف) قطعات با لعاب
- قطعات توليد شده پس از بازبيني چشمي نمونه برداري شده و آزمايشهاي لازم برروي آن انجام مي گيرد و پس از تاييد در كارتن ها بسته بندي و انبار مي گردند تا راهي بازار مصرف گردد. اين قطعات نيازي به لعاب خوردن ندارند و درجه حرارت پخت اين قطعات 1000 درجه سانتيگراد مي باشد كه پس از چيده شدن برروي قطعات واگن به داخل كوره پخت بدنه كه از نوع شاتلي مي باشد هدايت و عمل پخت انجام مي گيرد. مدت پخت 24 ساعت مي باشد.
- ب) قطعات بدون لعاب
- اين قطعات نياز به لعاب خوردن دارند . اين قطعات پس از چيده شدن برروي طبقات واگن در داخل كوره 1000 درجه سانتيگراد ابتدا بيسكوئيت مي گردند و سپس به روش غوطه وري لعاب زده و پس از كنترل به كوره پخت لعاب از نوع شاتلي منتقل مي گردد . قطعات در اين كوره به مدت لازم (با توجه به نوع قطعه زمان لازم جهت پخت فرق مي كند ) و در دماي 1260 درجه سانتيگراد پخته مي شوند و پس از سرد شدن نمونه از كوره خارج مي گردد.
- 4- لعاب زني
- جهت تهيه دوغاب، پودر آماده شده توزين و در بالميل با آب مخلوط و سپس به الك و ويبره منتقل شده تا ناخالصي و ذرات درشت آن گرفته شود . دوغاب آماده در داخل مخزن لعاب كه داراي يك همزن مي باشد ريخته شده و سپس مقدار لعاب در داخل پاتيل يا وان ريخته مي شود و قطعاتي كه آماده لعاب خوردن هستند به روش غوطه وري لعاب مي خورند.
- 5- بسته بندي
- قطعات پس از اتمام توليد به مرحله بسته بندي منتقل خواهند شد.
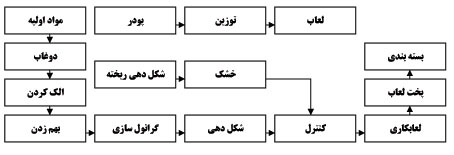
شماتيك فرايند توليد قطعات سراميك صنعتي
[su_note note_color=”#efba14″]
-
خط تولید شیرآلات بهداشتی
-
فرايند توليد قوطي فلزي
-
فرآیند تولید كنسانتره از سنگ آهن
-
آشنایی با خط تولید آلومینیوم
-
آشنایی با خط تولید میلگرد
-
آشنایی با خط تولید کاشی و سرامیک
-
روش توليد قطعات سراميك صنعتي
[/su_note]
