
روشهای مختلف آب بندی کردن تیغه اره نواری: در زمینه آب بندی تیغه اره نواری روش ها و شیوه های مختلفی از سوی شرکت ها مطرح و ارائه شده است که هر کدام می تواند صحیح باشد. قبل از شروع به آب بندی لازم است از جدول مربوط به انتخاب دندانه های تیغه، نوع تیغه مورد نیاز را انتخاب کنید و سپس نوع مایع خنک کننده باید مطابق استاندارد انتخاب شود، غلظت این مایع باید به نحوی صحیح پیاده سازی شود یعنی مقدار یک لیتر روغن در بیست لیتر آب .
در برخی دستگاه های اره نواری از اینورتر استفاده می شود که این مورد باعث افزایش عمر دستگاه نسبت به دستگاه های عادی می گردد.
♦ روش اول :
پس از قرار دادن و محکم کردن تیغه در جای خود، اجازه می دهیم دستگاه به مدت 20 دقیقه با دور کم برای مثال دوری با سرعت 20rpm با آب و صابون کار کند. سپس یک قطعه کار را انتخاب کرده و آن را در داخل فک ها قرار داده و محکم می کنیم و سپس با نرخ باردهی کم شروع به باز کردن شیر می کنیم .
نرخ باردهی کم را با یک مثال شرح می دهیم : چنانچه نرخ باردهی روی شیر را به 10 قسمت تقسیم کنیم آنگاه برای شروع کار شیر را با نرخ باردهی 1 باز باید باز نماییم.
زمانی که دندانه ها به طور کامل در کار فرو رفت شیر را می بندیم و اجازه می دهیم اره به مدت زمان 20 دقیقه به همین صورت کار کند، این عمل باعث می شود که براده هایی که در هنگام تیز کردن تیغه در کارخانه همچنان بر روی تیغه مانده اند از روی تیغه جدا شوند. بعد از سپری شدن این مدت زمان، شیر را با همان نرخ باردهی 1 شروع به باز کردن می کنیم تا عرض تیغه به طور کامل در کار فرو رود.
بعد از این که عرض تیغه در کار فرو رفت شیر را می بندیم و اجازه می دهیم دستگاه مجددا تا 20 دقیقه به همین صورت کار کند، از آنجایی که تیغه از دو قسمت نرم و سخت تشکیل شده، این عمل را انجام می دهیم تا هر دو قسمت تیغه با یکدیگر همسان شوند.
سپس شیر را به همان میزان قبل باز می کنیم تا مقدار سطح باقی مانده از کار را در طی مدت زمان 20 دقیقه برش بزند.
لازم است که دقت کنید که این روش آبندی برای دستگاه هایی مناسب است که طول تیغه در آن ها از 1/80 بیشتر باشد و همچنین دارای عرضی حداقل برابر 20 باشند.
♦ روش دوم :
در این روش بعد از این که تیغه را در جای خود نصب و محکم کردیم اجازه می دهیم دستگاه به مدت زمان 20 دقیقه کار کند سپس شیر باردهی را با نرخ باردهی 1 باز می کنیم و قطعه را در مدت زمان 40 دقیقه برش می دهیم. در صورتی که تیغه از استاندارهای لازم برخوردار باشد این عمل باعث می شود که بتواند به بهترین و اینده ال ترین شرایط برسد.
در بین کاربران تیغه های نواری این روش آبندی تیغه بیشترین مرسومیت را دارد. البته دقت بفرمایید که این روش برای بریدن اجناس تو خالی از قبیل لوله و پروفیل که گوشت کمتر از 2mm تا 3mm دارند مناسب نیست. برای برش این مواد از روش دیگری استفاده می گردد که در ادامه توضیح خواهیم داد.
♦ روش سوم :
این روش بیشتر برای اره های فیدر دار مورد استفاده قرار می گیرد. در این روش ابتدا دندانه های مناسب با قطر قطعه کار را انتخاب می کنیم و سپس تیغه را در محل خود بسته و محکم می کنیم، در ابتدای کار دستگاه را با سرعتی حداقل برابر 20rpm روشن می کنیم و اجازه می دهیم دستگاه به مدت زمان 20 دقیقه با آب و صابون استاندار شروع به کار کند.
سپس شیر باردهی را به گونه ای تنظیم می کنیم که برای مثال آهنی به قطر 100 را در مدت زمان 2 ساعت بتواند برش دهد، این عمل را حداقل دو مرتبه تکرار می کنیم. سپس نرخ بار دهی دستگاه را به تدریج افزایش می دهیم تا به حداکثر مقدار مورد نیاز دست پیدا کنیم
نکته قابل توجه این است که این میزان معمولا به صورت تجربی به دست می آید و چنانچه مقدار باردهی را بدونه رعایت اصول و بی هدف افزایش دهیم ممکن است منجر به شکسته شدن تیغه گردد.
نکته : لازم به ذکر است که عمر مفید تیغه با طول آن رابطه مستقیم دارد و این عمر معمولا برای تیغه های با طول 2/5 متر برابر 80 تا 100 ساعت کاری می باشد، اما این مدت زمان را می توان با انتخاب مناسب تیغه و آب بندی کردن صحیح آن بسیار بیشتر کرد.
♦ روش چهارم :
این روش مناسب تیغه هایی است که جهت برش اجسام توخالی مورد استفاده قرار می گیرند. به منظور برش لوله های نازک و پروفیل بهتر است که از تیغه هایی استفاده کنیم که دارای دندانه های یکنواخت می باشند.
در این روش بعد از محکم کردن تیغه در محل خود، اجازه می دهیم که با سرعتی برابر 20rpm به مدت 20 دقیقه با آب و صابون استاندارد کار کند و سپس در هر روز نرخ باردهی را به صورت پله ای افزایش می دهیم تا به حداکثر میزان باردهی مناسب برای کار برسیم برای مثال : نرخ باردهی کم مثلا 1/5 در روز نخست و 2/5 در روز دوم و …
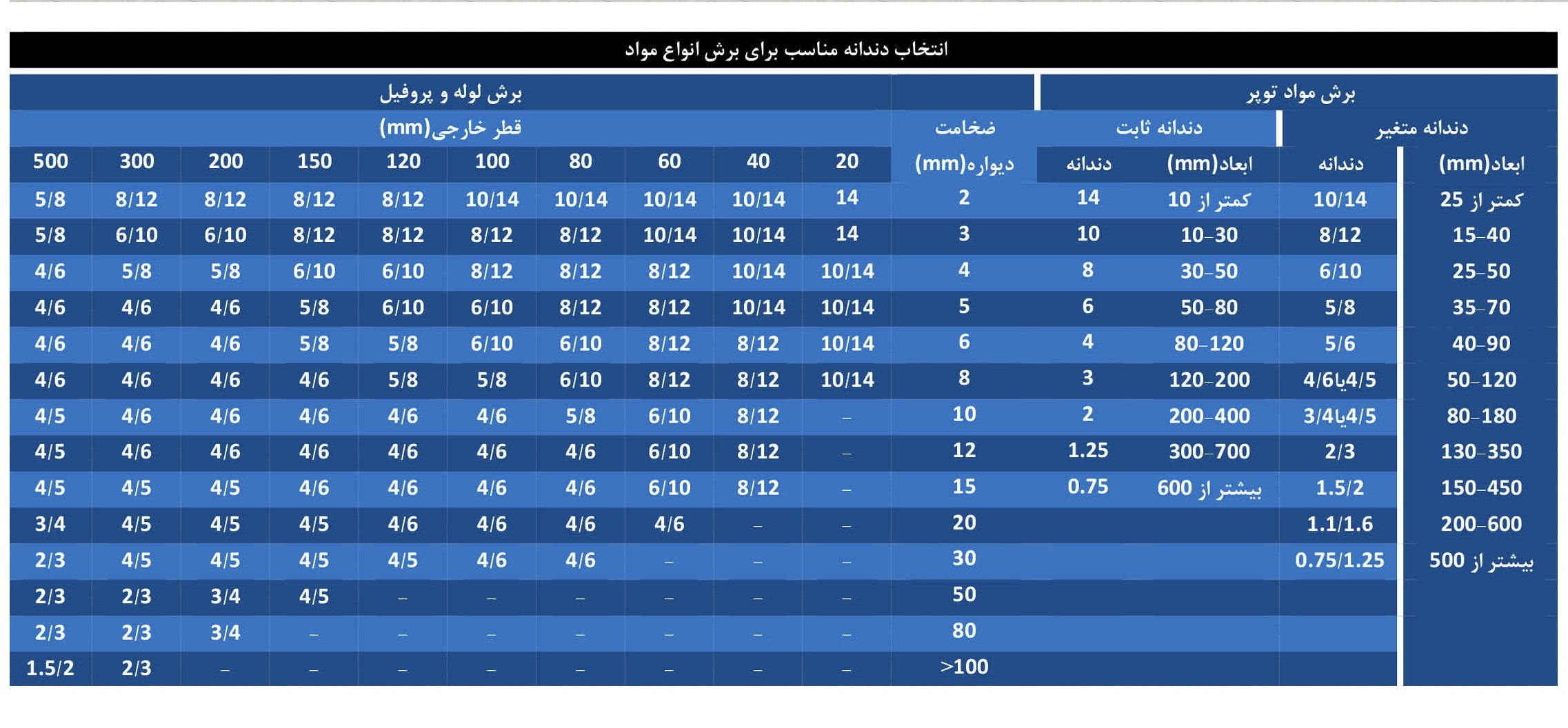 |
| جدول انتخاب دندانه مناسب برای برش انواع مواد |

