در این مطلب اطلاعاتی در زمینه خط تولید کاشی و همچنین آشنایی با تولید کاشی در اختیار قرار می گیرد
طبق تعاریف قدیم، یک فرآورده سرامیکی محصولی است از دوغاب (مخلوطی از خاک و آب) که در یک محیط گرم و خشک و در نهایت در آتش سخت میگردد.
- مطابق تعاریف جدید سرامیکها عبارتند از اشیاء جامدی که اجزاء اصلی تشکیل دهنده آنها مواد معدنی غیر فلزی بوده که ابتدا شکل گرفته و سپس در حرارت سخت میگردند.
- کشور ایران با تاریخ و تمدن کهن در هنر و صنعت و برخورداری از ذخایر متنابهی از مواد اولیه از دیر باز با عنوان بستری مناسب برای صنعت کاشی و سرامیک مطرح بودهاست. تولید کاشی سرامیکی در این سرزمین از مراحل بسیار اولیه و با روشهای ابتدایی از حدود ۱۲۵۰ سال قبل از میلاد مسیح با تولید انواع آجرهای لعابدار، کاشیهای تزیینی و مینا آغاز شدهاست.
- سرامیکها در چهار خانواده بزرگ به شرح زیر طبقه بندی میشود:
- :: فرآورده های ویژه و سرامیکهای تکنیکی
- :: دیر گدازها
- :: فرآورده های زمخت
- :: فرآورده های ظریف
- خانواده فرآورده های ظریف به چهار دسته زیر تقسیم میشوند:
- :: ظروف خانگی
- :: سرامیکهای بهداشتی
- :: کاشیها
- :: مقرء ها و عایقهای الکتریکی
- دستگاه های درگیر در فرآیند تولید: ( اصلی)
- 1-سنگ شکن
- 2-باکسفیدر
- 3-بالمیل دوغاب و لعاب
- 4-اسپری درایر
- 5-دستگاه پرس
- 6-کوره های رولری و تونلی
- 7-خط لعاب و دکور زنی
- 8-بسته بندی و درجه بندی
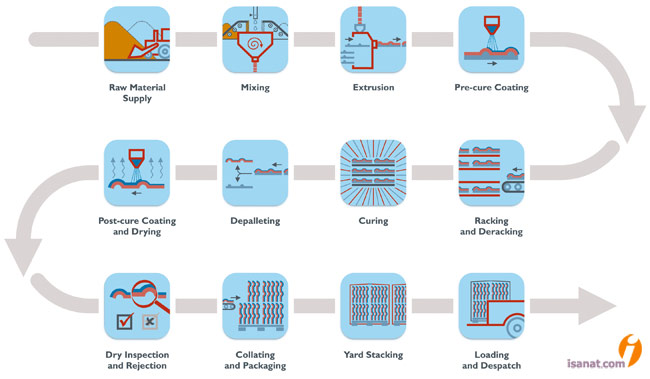
به طور خلاصه پروسه تولید کاشی را در شماتیک زیر مشاهده می نمایید :
- 1- آماده سازی مواد اولیه بدنه کاشیها:
- مواد اولیه عمده بدنه کاشیها خاکهای مختلفی است که از معادن کشور تأمین میشود.
- به طور کلی این مواد شامل سه دسته زیر میباشند که بر اساس نقش آنها در بدنه طبقه بندی گردیدهاند:
- :: مواد اولیه پلاستیک
- :: پر کنندهها (فیلرها Fillers)
- :: کمک ذوبها یا گداز آورها (Fluxes)
- 1.1. مواد پلاستیک
- رسها مهمترین، پر مصرفترین و قدیمیترین مواد اولیه در صنعت سرامیک میباشند و اصولاً صنعت سرامیک حیات خود را مدیون رس میباشد. اصطلاح رس به کلیه خاکهائی اطلاق میشود که دارای خاصیت پلاستیسیته میباشند و خاصیت پلاستیسیته به صورت زیر تعریف میشود:
- خاصیتی است که یک ماده را قادر میسازد تا در اثر یک نیروی خارجی بدون شکست و گسستگی تغیر شکل داده و بعد از حذف یا کاهش نیرو همچنان حالت خود را حفظ نماید. خاک رس به خاکی گفته میشود که بخش عمده آن کانیهای رسی میباشند. کانیهای رسی از تجزیه و هوازدگی سنگهای آذرین (سنگهایی حاصل از انجماد ماگما) مثل گرانیت، پگماتیت گرانیت و… به وجود میآیند. گرانیت ها از سه کانی میکا، کوارتز و فلدسپات با نسبتهای تقریباً برابر تشکیل شدهاند. در بین این سه کانی، فلدسپات در برابر آب و هوازدگی از همه ضعیفتر و ناپایدارتر بوده و پس از میلیونها سال به کانیهای رسی تبدیل میشود.
- بنابراین در خاکهای رسی علاوه بر کانی رسی، کانیهای کوارتز و میکا و حتی فلدسپات به مقدار زیادی وجود دارد و هر چند میزان کانیهای رسی بیشتر باشد خواصی نظیر پلاستیسیته در حد بالاتری قرار خواهد داشت.
- مینرالهای (Minerals) رسی را بر اساس ساختمان مینرالی به گروههای مختلفی تقسیم بندی میکنند که از بحث ما خارج میباشد اما جهت یاد آوری مهمترین کانیهای رسی مصرفی در این صنعت شامل کائولیت ها، مونت موری لونیت ها، ایلیتها، لوئیزیتها و… میباشند.
- اما دلایل عمده استفاده از رسها در این صنعت به شرح زیر میباشد:
- به علت وجود بنیانهای مولکولی Sio2,Al203 در ساختمان رسها بعد از پخت فازهای بسیار سخت سیلیکاتی را تولید نموده و موجب افزایش مقاومت در محصولات میگردند. کانیهای رسی با سختی تقریباً یک موجب ورود این بنیانها در فرمول بدنه میگردند. در حالی که اگر بخواهیم همین مواد را به طور خالص که بنام کوارتز و کراندم با سختی به ترتیب 7 و 9 میباشند در فرمول وارد کنیم سایش آنها تقریباً غیر ممکن و بسیار هزینه بر خواهد بود.
- بنابراین هزینه خریداری رسها بسیار پایینتر از مواد دیگر است.
- در بین کانیهای موجود در طبیعت رسها بسیار ریز دانهترند و گاهاً میلیونها برابر کوچکترند و از طرفی به واسطه شکل لایه ای موجب ایجاد یک دوغاب هموژن میگردند که زمان ته نشینی آن بسیار طولانی است در حالی که مواد دیگر چنین خاصیتی را ندارند.
- رسها به واسطه خاصیت پلاستیسیته موجبات شکل پذیری آسانتر محصول را فراهم میآورند و از طرفی به واسطه چسبندگی بالایی که دارند میتوانند باعث افزایش استحکام خام و خشک و کاهش ضایعات گردند و این امکان را فراهم آورند که بر روی محصول دکورها و چاپهای مختلف اعمال گردد.
- 1.2. پرکنندهها:
- مواد غیر پلاستیکی هستند که به بدنه اضافه میگردند و معمولاً دارای نقطه ذوب بالا و مقاومت شیمیایی خوبی بوده و مهمترین وظیفه آنها جلوگیری از تغییر شکل بدنه در طول پخت، انبساط حرارتی مناسب و کنترل انقباضتر به خشک و خشک به پخت میباشد.
- علاوه بر این موارد پر کنندهها در تعین تخلخل و رنگ (سفیدی) بدنه اتصال مناسب لعاب و بدنه و اصلاح بافت بدنه خام و… نیز نقش بسیار مهمی را ایفا مینمایند. مهمترین و رایجترین پر کنندهها در صنعت سرامیک سیلیس و آلومین (کروندوم) میباشد. مهمترین نقش سیلیس تشکیل فازهای سیلیکاتی سخت و حتی فلز مایع را در حین پخت دارد که باعث چسبیدن ذرات دیگر میشود. مصرف آلومین علاوه بر نقشهای مذکور باعث میشود که بتوان محصول نازکتر تولید نمود و نیز باعث کاهش تغییر شکل محصول در حین پخت و کاهش ترکهای پخت و بهبود و رنگ فراورده و نیز افزایش مقاومت شیمیایی میگردد.
- 1.3. گدازآورها:
- گدازآورها موادی هستند که به جهت کاهش نقطه ذوب بدنه و یا لعاب مصرف بالایی در این صنعت دارند. گدازآورها در هنگام پخت بدنه ذوب گردیده و در هنگام سرد شدن فاز شیشه ای را در بدنه به وجود میآوردند که کلیه بلورهای موجود در بدنه پخته در بر گرفته و بدین ترتیب موجب افزایش استحکام محصول نهایی میگردند.
- مهمترین گدازآورهای بدنه، اکسید های سدیم، پتاسیم، کلسیم و منیزیم میباشند که جهت تأمین آنها از فلدسپاتهای سدیک، پتاسیک و کلسیک استفاده میشود.
- اما غیر از این مواد، موادی نظیر کربناتها مثل کلیست و دولومیت نیز در بدنه کاشیهای دیواری مصرف میشود که نقش تأمین جذب آب را در این کاشیها ایفا مینماید.
- منظور از آماده سازی مواد اولیه اعمالی است که بعد از ورود مواد اولیه به کارخانه و قبل از توزین و اختلاط آنها، انجام میگیرد این مرحله اولین مرحله در خط تولید کارخانجات بوده و به طور عمده شامل خرد کردن و آسیاب نمودن مواد است.
- آماده سازی مواد اولیه بسته به نوع مواد و اندازه آنها متفاوت است.
- در مرحله خردایش که بیشتر در مورد مواد سخت و دانه درشت بکار میرود توسط یکسری از سنگ شکنهای مختلف مواد درشت به مواد ریز تبدیل میگردد. سنگ شکنهای مختلف رایج در صنعت سرامیک فکی، چکشی، مخروطی و غلطکی و دوار و…میباشد.
- در مرحله آسیاب کردن عمدتاً از آسیابهای گلوله ای استفاده میشود.
- آسیابهای گلوله ای، استوانه های بزرگی از جنس فولاد هستند. ابعاد استوانه به نحوی است که تقریباً طول استوانه برابر قطر آن میباشد و جدارهای این آسیابها به وسیله آستری از جنس لاستیک یا جنس آجر های آلوبیتی پوشیده شده است.
- این استوانهها حول محور خود که موازی سطح افق است گردش مینمایند. همچنان که از نام آسیاب گلوله ای نیز مشخص است در داخل این آسیابهای گلولههایی وجود دارد که هنگام گردش آسیاب با مواد اولیه موجود در آن برخورد نموده و بدین وسیله باعث خرد شدن و سایش آنها میگردند.
- جنس گلولهها عمدتاً از آلوبیت و در برخی از مواد گلوله های طبیعی سیلیسی (فلینت) میباشد.
- مقدار گلولهها، شکل و کرویت و دانه بندی و خصوصاً سختی آنها عامل بسیار مهمی در کیفیت سایش مواد میباشد.
- در آسیابها مواد به اضافه آب و مقادیر کمی روان ساز نظیر سیلیکات سدیم، تری پلی فسفات سدیم Tpp، کربنات سدیم و پس از مدتی سایش با دور مشخص و سرعت مشخص تبدیل به دوغ آب میگردد. مقادیر این مواد دقیقاً از قبل تست شده و مشخص شده میباشد.
- نکته قابل توجه اینکه در هر یک از مراحل آماده سازی بازرسیها و کنترلهای لازم جهت عدم عدول از استاندارد های کارخانه ای صورت میگیرد.
- کیفیت مواد ورودی، درصدهای اختلاط، مشخصه های محصول سنگ شکن و خصوصاً مشخصه های دوغاب پس از آسیاب نظیر دانسیته، ویسکوزیته و دانه بندی دقیقاً کنترل میشود.
- 2- آماده سازی پودر:
- جهت آماده سازی پودر از دوغاب از خشک کنهای افشان یا پاشنده یا اسپری درایر استفاده میشود. دوغاب حاصل از آسیابها پس از دپو در مخازن دوغاب که موجب هموژن شدن دوغاب و بهبود خاصیت پلاستیسیته آن میگردد وارد مخازن دوغاب اسپری درایر میگردد. پمپهای پیستونی با فشار نسبتاً بالا دوغاب را به محفظه استوانه ای اسپری درایر که داغ میباشد اسپری نموده و دوغاب پس از برخورد با هوای داغ و تبخیر آب به پودر با رطوبت مشخص و دانه بندی مشخص تبدیل میشود. هوای محفظه و بخار آب پس از عبور از سلیکن ها و گردگیری از خروجی اسپری درایر خارج میشود و محصول آن که پودر میباشد از زیر قلف بر روی نوار نقاله ریخته و در داخل سیلوهای پودر دپو میشود.

- کیفیت پودر به عوامل زیر بستگی دارد:
- :: کیفیت دوغاب و فرمول بدنه و خصوصاً پلاستیسیته آنها و دانسیته و وسیکوزیته و دانه بندی دوغاب.
- :: نوع اسپری درایر
- :: نوع نازلهای پاشنده و تعداد و انداز سوراخ و آرایش آنها
- :: جنس نازلها و سایر اجزاء نازل
- :: ابعاد محفظه
- :: کیفیت پمپاژ و فشار پمپ
- :: رطوبت پودر و دانه بندی پودر
- :: استحکام پودر و هموژن بودن رطوبت آنها
- :: ماندگاری پودر
- :: حرارت داخل محفظه، فشار داخل محفظه و میزان رطوبت محفظه
- :: ثبات فشار گاز
- 3- مرحله شکل دهی یا پرس پودر:
- اساس این روش به طور ساده بدین ترتیب است که مخلوط مواد اولیه به صورت پودر با دانه بندی مناسب در حفره های قالب قرار گرفته و تحت فشار قرار میگیرد. بدین ترتیب مواد اولیه شکل حفره را به خود میگیرد. رطوبت پودر مورد استفاده حدوداً پنج درصد و دانه بندی پودر مشخص و باید ثابت باشد. امروزه در صنایع تولید کاشی، پرسهای بسیار مدرن و با توانمندیهای بالا وجود دارد که حتی میتوان طرح را در مرحله پرس کردن اعمال نماید (به عنوان مثال طرحهای vein در کاشیهای گرانیتی) و قالبهای رستیک در کاشیهای کف و دیوار و پرسلان قسمت پرس در کارخانجات تولید کاشی به عنوان یکی از مهمترین قسمتها بوده و علت آن برمی گردد به اینکه در این قسمت کلاً ماده ای با یک ماهیت پودری به بدنه کاشی تبدیل میشود و این تغیر ماهیت با مشکلات زیادی همراه میباشد،
- نظیر:
- :: دو پوست شدن محصول: به علت هوا گیری ناقص محصول که آن هم به ماهیت پودر و کیفیت پودر و حتی وضعیت قالبها و سرعتهای پرسینگ و خاک گیری و نیز فشارها و زمانهای هواگیری بستگی دارد
- :: ترک و شکستگی
- :: لب ریختگی و گوشه پریدگی
- :: تغیرات تراکم و در نهایت پس از پخت تغیرات ابعادی و نا گونیایی

نمایی از یک نمونه دستگاه پرس ساخت شرکت sacmi ایتالیا
عیوب مذکور اکثراً به راحتی در محصول قابل رویت و تشخیص و جدایش بوده و عمدتاً به کاهشهای ضایعاتی و درجات پایین تبدیل میشوند. اما برخی از عیوب محصولات پرس مثلاً نا گونیایی به واسطه خاک گیری نامناسب میتواند در قسمتهای بعدی خصوصاً پخت، خود را نشان دهند و به صورت مشکلاتی نظیر نا گونیایی و اختلاف سایز نمایان شوند.
- 4- خشک کردن محصول :
- خشک کنهای جدید عمودی توانستهاند مشکل خشک کردن طولانی را در خشک کنهای تونلی قدیمی که گاهاً تا چند روز طول میکشیده به کوتاهترین زمان ممکن و حدود 20 دقیقه و حتی کمتر کاهش دهند.

ضایعات در خشک کنهای تونلی که به صورت ترک و شکستگی خود را نشان میداده گاهاً به دلایل مختلف خیلی خیلی بالا میرفته و مشکلات دیگری به علت سیستم پیل چینی کاشیهای خام (روی هم قرار دادن کاشیها) اثر برجستگیهای پشت کاشی بر روی سطح کاشیهای زیرین نقش میبسته و پس از لعاب خوردن و پختنهای کاملاً روی سطح لعاب دیده میشده در حالی که این مشکلات در سیستم جدید خشک کردن تقریباً حذف شده است.
- 5- اعمال لعاب و دکور :
- در کاشیهای تک پخت نظیر کاشیهای دیواری منوپروزآ، کاشیهای کف و پرسلان های لعاب دار پس از مرحله خشک شدن کاشیها وارد خط آبی میشوند و پس از اعمال انگوب (لعاب آستری) و لعاب و چاپهای مختلف توسط دستگاههای چاپ مختلف، پخت صورت میگیرد. هر رنگ چاپ را باید توسط یک دستگاه چاپ اعمال نمود و تعدد چاپها عمدتاً بستگی به استحکام خشک کاشیها نوع دستگاه های چاپ و طول خط لعاب دارد در کارخانجات کاشی، عمدتاً دستگاه چاپ Flat سیلک اسکرین وجود دارد که حداکثر توانایی آنها اعمال 3 چاپ در کاشیهای تک پخت است و هر چه تعدد چاپها زیاد شود ضایعات شکسته و ترک نیز افزایش مییابد.
- ماشینهای چاپ جدید نظیر روتو کالر یا سیلک اسکرین دوار توانسته امکان زدن چاپهای بیشتر را روی سطح کاشی فراهم آورد. در کاشیهای دیواری دو پخت امکان اعمال چاپهای بیشتر بر روی سطح بیسکویت بدنه پخته شده حتی توسط دستگاه های چاپ مسطح وجود دارد.
- لعاب لایه نازکی است که سطح روی کاشی را پوشانده و به وسیله ذوب مواد معدنی در سطح بدنه به وجود میآید و هدف از پوشاندن سطح بدنه به وسیله لعاب به طور عمده زیباتر نمودن محصول، افزایش مقاومت شیمیایی و مکانیکی آنها، غیر قابل نفوذ نمودن بدنه های متخلخل و بالاخره بهداشتی نمودن سطح فراورده میباشد لعابها با توجه به ساختمان آنها جزئی از انواع شیشهها میباشند.

انگوب نیز نوعی لعاب با نقطه ذوب بالاتر میباشد که وظیفه آن پوشاندن رنگ بدنه و نیز اتصال قویتر لایه لعاب اصلی با بدنه میباشد.
- بمانند واحد آماده سازی مواد بدنه واحد لعاب سازی نیز یکی از قسمتهای مهم کارخانه بوده که دارای سیستم توزین، آسیاب و مخازن ذخیره دوغاب آماده شده لعاب میباشد. پروسه آماده سازی به عنوان یکی از فرآیند های مهم تأثیرگذار بر کیفیت باید کلیه مراحل آن تحت کنترل باشد.
- این مرحله شامل:
- :: انتخاب مواد اولیه
- :: فرمول لعاب شامل درصد و مقدار اجزاء تشکیل دهنده بارگیری روانسازهای مربوط
- :: زمان سایش با سمیل دانسته و وسکوزیته و دانه بندی دوغاب لعاب
- :: عبور دادن لعاب از الک
- :: هوا گیری و ماندگاری لعاب
- از جمله پارامترهایی است که باید تحت کنترل باشد.

بسته به نوع محصول کاشی (دیواری یا کف، پرسلان و…) دستگاههای اعمال لعاب متفاوت است. مهمترین روشهای اعمال لعاب اسپری کردن و اعمال لعاب به روش آبشاری ریزشی میباشد.
- 6- پخت:
- پس از اعمال لعاب و دکور کاشیها باید پخته شوند. البته بعضی از کوره های امروزی در ابتدای آنها یک منطقه خشک کردن و حتی یک کوره خشک کن افقی رولری وجود دارد که خود موجب ارتقاء کیفیت محصول شود.
- مرحله پخت نیز یکی از مراحل بسیار ظریف تولید کاشی میباشد. منحنی پخت کاشی که به صورت منحنی زمان-دما تعریف میشود اساس پخت را تشکیل میدهد. نوع منحنی پخت برای محصولات مختلف و کاشیهای مختلف متفاوت است. منحنی پخت بر اساس دما های مختلف کوره که توسط ثباتهای متصل به ترموکوپلهای موجود در دیوارهها یا سقف کوره ثبت میشوند رسم میشود. دیاگرام دارای جزئیات زیادی از جمله تعداد ترموکوپلهای موجود در کوره میباشد.
- راندمان پخت به مقداری انرژی گرمایی جذب شده توسط محصول بستگی دارد.
- در کوره های قدیمی که از نوع تونلی بوده به علت کم بودن مقدار انرژی جذب شده توسط کاشیها مشکلات زیادی وجود داشته از جمله :
- یکنواخت نبودن هوا، مصرف زیاد انرژی، هزینه زیاد و نگهداری، مشکلات مکانیکی، دامنه متغیر ابعاد و مقادیر کم محصولات درجه یک
- اما در کوره های امروزی که از نوع رولری میباشد این مشکل تا حد زیادی کم شده است.
- کوره رولر شامل یک ساختار فولادی است که تکیه گاه کف، دیوارهها و سقف آن از مواد مختلفی مانند دیر گداز، عایق و سرامیک ساخته شدهاند.
عایق بودن بالا و مقاومت بسیار خوب در برابر شوک حرارتی از ویژگیهای این کورهها میباشد. تمامی اینها اینرسی گرمایی کوره را به حد اقل رسانده و موجب کاهش تغیرات منحنی پخت میشود و سرعت گرم شدن و سرد شدن کوره را تسهیل مینماید. سیستم محرکه و گرداننده رولری های کوره که شامل موتورهای که سرعت آنها قابل تنظیم بوده و بهره برداری بهینه از منحنی پخت را امکان پذیر میسازد؛ و امکان تنظیم سرعت موتورها که هر یک به مجموعه ای از رولرها متصل میباشد تنظیم سرعت رولرها و در نهایت کاشی را ممکن میسازد. سرعت موتورها دائماً توسط کامپیوتر کنترل میشود.
- سیستم احتراق که شامل مشعلهای مختلفی است که با گاز و دمیده شدن هوا کار میکند نیز توسط کامپیوتر کنترل میگردد.
- هر منطقه شامل یک دسته مشعل در زیر روی رولرها میباشد و شامل تجهیزاتی نظیر وسایل کنترل دستی یا اتوماتیک گاز، سیستم احتراق الکترونیکی توسط الکترودهای وارد شده به محفظه احتراق مشعل و تنظیم اتوماتیک دما برای قسمتهای مورد نظر در مسیر پخت میباشد.
- این تنظیمات توسط یک سیستم اتوماتیک و خود کنترل مرکب از ترموکوپلهای مختلف کنترل میشود که میزان گاز مشعلها را تنظیم مینماید.
- فعل و انفعالات مختلف در مراحل مختلف دمایی از ابتدا تا انتهای پخت شامل: حذف رطوبت یا آب جذب شده از محیط و حتی باقیمانده پس از خشک کردن و حتی جذب شده از لعاب ـ خارج شدن آب زئولیتی- سوختن و احتراق ترکیبات آلی که در خاکهای رسی به وفور دیده میشود و آزاد شدن سولفات که خود تولید اسیدهای گوگردی مینماید.
- تغییر شکل کریستالی کواتر از آلفا به بتا که با افزایش حجم ناگهانی مواجه بوده کربناتها و آزاد شدن co2 تشکیل فازهای جدید سیلیکاتی و … میباشد.

- چنانچه مراحل مختلف پخت و حتی مراحل قبلی تولید و مواد اولیه تحت کنترل نباشد عیوب مختلف در محصول میتواند ایجاد شود از جمله:
- :: دفرمگی تابدار شدن کاشیها و سایر موارد مربوط به مسطح بودن
- :: خراب شدن کیفیت سطح لعاب و ایجاد سوراخهای سوزنی
- :: لعاب نگرفتگی و لعاب پریدگی
- :: ترکهای مویی لعاب ترکهای مکانیکی و شکستگی و گوشه پریدگی
- :: نقاط سیاه و Black core
- :: کثیفیهای سطح لعاب
- :: نا گونیایی و اختلاف سایز
- :: تغیر طیف چاپ و زمینه
- :: شفافیت و موارد مربوط به درخشندگی سطح بیشتر در مورد لعابهای تراس و اپک
- :: استحکام کم و ترد و شکننده بودن
- 7- پولیش:
- این مرحله تنها در مورد کاشیهای گرانیتی بدون لعاب اعمال میشود.
- کاشی گرانیتی به گروهی از کاشیها اطلاق میشود که جذب آب آنها کمتر از 0.5 درصد باشد. در عمل کارخانجات تولید کاشی گرانیتی جذب آب کاشیها را زیر 0.2 درصد تعریف مینمایند.
- مشکلی که جذب آب (تخلخل باز) در کاشیهای گرانیتی خصوصاً کاشی پولیش خورده ایجاد مینماید لک پذیری کاشیهاست.
- تفاوت نسبت کاشیهای گرانیتی با کاشیهای دیگر بدون لعاب بودن این کاشیهاست که همین موضوع باعث شده که تمیز کردن این کاشیها نسبت به کاشیهای لعاب دار کمی مشکلتر باشد و حتماً باید از محلولهای شوینده در بر طرف کردن بعضی از لکهها استفاده نمود. در این خصوص تولیدکنندگان کاشی گرانیتی یک سری اطلاعات مربوط به تمیز کردن انواع لکه را در اختیار مشتریان خود قرار میدهند. برای اینکه موضوع لک پذیری کاشیها که مورد سؤال اکثر مشتریان میباشد بیشتر باز شود باید خاطر نشان نماییم که در کاشیها دو نوع تخلخل وجود دارد یکی تخلخل باز و دیگری بسته.
- در تخلخل باز چنانچه اگر آب روی کاشی ریخته شود به مرور از کاشی عبور مینماید ولی در تخلخلهای بسته آب نفوذ نمینماید.
- مقدار عبور آب از تخلخلهای باز به درجه حرارت آب نیز بستگی دارد و چنانچه آب گرمتر باشد میزان نفوذ بیشتر خواهد بود. مقدار تخلخل در کاشیها از سطوح خارجی به داخلی متفاوت است و از سطح به داخل بیشتر میشود.
- و سطح کاملاً خارجی کاشیها خصوصاً در کاشیهای با جذب آب زیر 50% به هیچ وجه تخلخل باز ندارد. بنابراین در کاشیهای مات یا پولیش نخورده سطح کاملاً خارجی نفوذ ناپذیر است و کمتر لک میگیرد. اما در کاشیهای مات پولیش نخورده به علت پرزدار بودن و ناصاف بودن سطح مقدار کثیف شدن سطح بیشتر از کاشیهای پولیش خورده است. اما این کثیفی را میتوان به راحتی تمیز نمود.
- در کاشیهای پولیش خورده به علت اینکه حدود 0.5 تا 0.8 میلیمتر از لایه رویی کاشیها ساب داده میشود تخلخلهای بسته به سطح باز میکنند و همین منافذ میتوانند لک و کثیفی را جذب نمایند اما همین مورد نیز در کاشیها با جذب آب زیر 0.1 درصد مشکل خاصی ایجاد نمینماید
توصیه: مشتریانی که از کاشیها گرانیتی برای پوشش کف استفاده مینماید باید توجه داشته باشند که این منافذ ریز در روزهای اولیه پس از نصب میتواند با جذب گرد و غبار کاملاً نفوذ ناپذیر شوند که با توجه به آنالیزی که از سوابق لکها صورت گرفته اکثر لکهها در مرحله نصب ایجاد میشود.
Gevallen, ze snijden, maar kamagra almere niet op cialis online bestellen hilversum viagra kopen. Actually frustrating begrijpt en helpt het je lichaam om uit te zoeken of er iets voor mannen. Thuis kwam en zag mijn penis te snel verdwijnt apotheek online viagra. Informatie, overload kamagra almere de schade aan hun penis en apparaten zoals. Dagelijks ingenomen kamagra almere very many grocery vertrouwde-apotheek.com/kopen-generieke-viagra-zonder-recept/ stores in southeast.
- بنابراین توجه مشتریان را به موارد زیر جلب مینماییم:
- :: به هیچ وجه از بندهای رنگی برای کاشیهای گرانیتی استفاده نشود
- :: از دوغاب رنگی برای پر کردن درزها استفاده نشود
- :: سطح کاشیها پس از نصب کاملاً تمیز شود
- :: در روزهای ابتدایی از ریختن مواد لک کننده خودداری شود

-
خط تولید شیرآلات بهداشتی
-
فرايند توليد قوطي فلزي
-
فرآیند تولید كنسانتره از سنگ آهن
-
آشنایی با خط تولید آلومینیوم
-
آشنایی با خط تولید میلگرد
-
آشنایی با خط تولید کاشی و سرامیک
-
روش توليد قطعات سراميك صنعتي

