سیستم کنترل ارتفاع تورچ در cnc برش پلاسما چیست : امروزه شاهده این هستیم که دستگاه های سی ان سی برش پلاسما به یکی از دستگاه های پرکاربرد صنعتی تبدیل شده اند و در صنایع مختلفی مورد استفاده قرار می گیرند. کیفیت و عملکرد کاری این دستگاه ها تابع عوامل متعددی است. که یکی از این عوامل تنظیم میزان ارتفاع نازل دستگاه با سطح کار است.
[su_custom_gallery source=”media: 8560,8499″ limit=”2″ link=”lightbox” width=”110″ title=”never”] [/su_custom_gallery]
ابعاد قطعه کارهایی که با استفاده از این دستگاه ها برش داده می شوند معمولا بزرگ و بسیار سنگین است و لذا وجود خم و قوس در این قطعات امری بدیهی می باشد و به همین دلیل ارتفاع بین نازل دستگاه برش و سطح قطعه کار دارای نوسان و تغییرات است.
جهت ایجاد یک برشکاری دقیق و تمیز باید ارتفاع بین نازل و سطح قطعه کار را همواره در کنترل داشته باشیم که برای این منظور از سیستم کنترل ارتفاع و یا THC مخفف Torch Height Control استفاده می کنیم. این سیستم باعث ثابت ماندن فاصله تورچ تا سطح قطعه کار می شود که استفاده از آن باعث تاثیر بسیار زیادی در کیفیت کار می گردد و استفاده از سیستم THC باعث تنظیم خودکار فاصله تورچ تا سطح قطعه کار می شود.
اما توضیح در مورد نحوه عملکرد این سیستم: سیستم کنترلی THC به صورت حلقه بسته است بدین معنا که میزان فاصله بین تورچ و سطح قطعه کار را اندازه گرفته و به سیستم کنترلی ارسال می کند و سیستم کنترلی فاصله تورچ را تنظیم می نماید و این حلقه ادامه پیدا می کند. در صورتی که سرعت کاری بالا باشد ممکن است این فیدبک گیری و یا حلقه کاری با خلل مواجه شود اما از آن جا که سرعت حرکت خطی تورچ در هنگام برشکاری زیاد بالا نیست و همچنین منحنی قوس های ورق شیب تندی ندارند لذا ثابت زمانی در سیستم در حد مطلوب و بالا می باشد و موجب خلل در کار نمی شود.
[su_custom_gallery source=”media: 8556,8555″ limit=”2″ link=”lightbox” width=”110″ title=”never”] [/su_custom_gallery]
در مورد سیستم های کنترل ارتفاع در قسمت های دیگر در سایت بازار صنعت آرنیوس مطالبی گفته شد که در این قسمت اندکی مطالب را تکمیل می کنیم.
یکی از این سیستم های کنترلی، سیستم های کنترل ارتفاع آنالوگ هستند و در نتیجه میزان پارامتر آنالوگ در محدوده صفر تا 10 ولت خواهد بود. یعنی به ازای تغییر ارتفاع دستگاه ولتاژی بین این دو مقدار را حس خواهد کرد ( توسط مدارات الکترونیکی خاص ) از همین رو نیز متغییر ارتفاع باید یک مقدار آنالوگ باشد جهت روشن شدن موضوع نحوه عملکرد یک سیستم برش پلاسما را بررسی می کنیم:
به محض شروع عملیات برشکاری، مبدل فرکانسی بالا یا high frequencyشروع به کار خواهد کرد و گاز درون تورچ یونیزه می گردد. پس از یونیزه شدن گاز، دمای آن بالا می رود و تبدیل به یک رسانا می شود. اکنون یک ولتاژ dc بین الکترود داخلی تورچ با پایه منفی و قطعه کار با پایانه مثبت ایجاد می شود و بدین ترتیب گاز با حرارت بالای خود شروع به برش قطعه کار می کند.
شارش گاز رسانا در محل برش دارای مقاومت الکتریکی است که با تغییر ارتفاع تورچ این مقاومت الکتریکی دستخوش تغییر می گردد و در نتیجه ولتاژ در دو سر آن دچار تغییر می شود.
تا این قسمت علت وجود ولتاژ را درک کردیم و توانستیم نتیجه بگیریم که با تغییر ارتفاع شاهد تغییر در ولتاژ خواهیم بود. لذا از این خاصیت می توان جهت بررسی ارتفاع بین تورچ و سطح قطعه کار استفاده کرد.
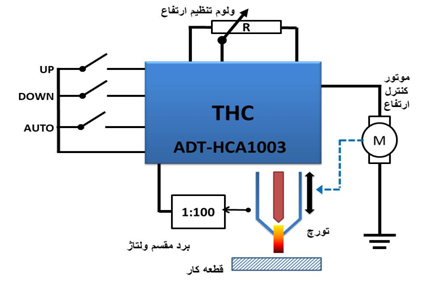
[( این پاراگراف را می توانید مطالعه نکنید ) که برای این منظور از مدارات الکترونیکی خاصی استفاده می کنیم مطابق با شکل، یک ولوم خطی جهت تنظیم میزان ارتفاع مورد استفاده قرار می گیرد. از آنجا که اندازه ولتاژ قوس پلاسما نسبت به ولتاژ سیستم کنترل ارتفاع بیشتر است ، از یک مقسم ایزوله با نسبت 1:100 جهت کاهش سطح ولتاژ استفاده می کنیم. یک تقویت کننده عملیاتی(OP-AMP) موتور را در دو وضعیت حرکت به سمت بالا و یا حرکت به سمت پایین فرمان میدهد.
[su_custom_gallery source=”media: 8557,8558″ limit=”2″ link=”lightbox” width=”110″ title=”never”] [/su_custom_gallery]
نقش دیگر برد مقسم، جلوگیری از نویز است، دستگاه های پلاسما از جمله دستگاه هایی هستند که دارای نویز بالایی بوده و میزان مقاومت THC در مقابل نویز بسیار مهم است. ]
سیستم های کنترل ارتفاع متنوعی در بازار هستند که مناسب ترین آن ها باید از ویژگی ها و مشخصه های زیر بهره مند باشند:
♦ برخورداری از کنترلر دستی تورچ جهت فرمان بالا و پایین به موتور تورچ
♦ کنترل اتوماتیک ارتفاع
♦ توانایی ارسال فیدبک به سیستم کنترلر دستگاه برش
♦ قابلیت IHS (initial Height sense)
♦ مقاومت بالا در برابر نویز و تداخل های پلاسما
اهمیت این موارد بدین علت است که برخی از کنترلر های از جمله HC4500 و HC4300 و HC6500 همگی دارای خروجی های استانداردی برای کنترل سیستم THC هستند و کنترلرها علاوه بر ارسال فرمان به THC از این THC نیز فیدبکی دریافت می کنند تا به هر دلیلی که فرایند قوس پلاسما دچار اختلال شد عملیات برش را متوقف کنند.

